





Производство Поковок
Общие технические условия
Производство поковок предлагает потребителю поковки прямоугольного, квадратного, круглого и кольцевого сечения.
Марки производимых сталей:
Потребителю предлагаются поковки из конструкционных инструментальных, легированных сталей и цветных сплавов, предназначенных для изготовления и ремонта инструмента, технологической оснастки и оборудования, следующих основных марок: ст3сп, 20, 45, 65Г, 20Х, 40Х, 12ХН3А, 38Х2МЮА, 30ХГСА, 18ХГТ, 40ХН2МА, 40ХГНМ, 19ХГН, 12Х18Н10Т, 40Х13, 5ХГНМ, 3Х3М3Ф, 4Х5МФС, 3Х3В8Ф, У10А, У8А, Х12М1, 6ХВ2С, Х12МФ, ХВГ, 9ХС, 6Х6В3МФС, Р6М5Ф3, Р6М5, Р6М5К5, Р18, Р10М4К10Ф3, Р12М3К8Ф2, 60С2А, ШХ15, М1, 11М5Ф.
Предельно допустимые габаритные размеры поковок:
| Тип поковки | Эскиз поковки | Габаритные размеры, мм |
| Квадратное и прямоугольное сечение | 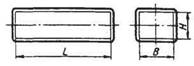 |
Н от 20 до 280 мм. |
| Круглое сечение | 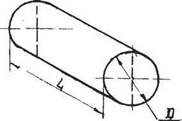 |
Dот 20 до 360 мм. |
| Кольцевое сечение | 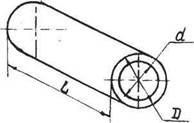 |
Dот 100 до 500 мм. |
Ковка:
Основой конкурентоспособности поковок при их производстве является требуемый уровень качества выпускаемой продукции. Основными требованиями, установленными потребителем, являются:
- требование к качеству структуры поковок, уков;
- устранение резко выраженной волокнистости;
- устранение грубой карбидной неоднородности.
Категория качества поковок:
Для обеспечения качественных показателей отков поковок из ста¬ли типа 4Х5МФС производить по технологиям ковки с выполнением катего¬рий качества. Выполнение категорий качества обеспечивает в поковках (на формообразующую оснастку) равномерное распределение избыточ¬ных карбидов, уменьшение анизотропии свойств и ведёт к увеличению стойкости оснастки.
Поковки весом до 54 кг по первой категории качества куются сле¬дующим образом:
- осадка заготовки на 50 % исходной высоты;
- вытяжка до размеров исходной заготовки;
- оформление геометрических размеров поковки.
Поковки весом до 54 кг по высшей категории качества куются следующим образом:
- первая осадка заготовки на 50 % исходной высоты;
- первая вытяжка до размеров исходной заготовки (через квадрат - круг);
- вторая осадка на 50 % высоты;
- вторая вытяжка в направлении перпендикулярном исходному во¬локну;
- оформление геометрических размеров поковки; в соответствии со схемой поковок.
Категория качества назначается согласно таблице:
| Категория качества поковок | Код спец. поковок | Вид сечения поковки |
| Обычная | 9 | |
| Первая | 8 | |
| Высшая | 7 | |
| Обычная | 1 | |
| Первая | 2 | |
| Высшая | 0 | |
| Обычная | 5 |  |
| Первая | 4 | |
| Высшая | 3 |
Поковки прямоугольного, квадратного, круглого и кольцевого сечения из марки стали 4Х5МФС, 3Х3М3Ф, 5ХГНМ на формообразующую оснастку весом до 54 кг изготавливаются двух категорий качества – первой и высшей. Поковки на формообразующую оснастку массой более 54 кг куются с одного нагрева протяжкой с уковом не менее 2,6 и последующей разрубкой.
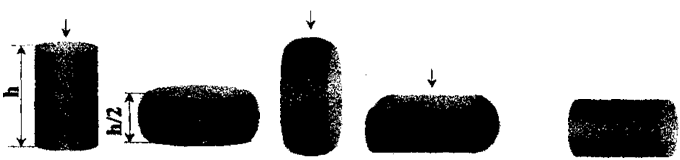
Схема ковки поковок по первой категории качества
 |
||||
| 1 | 2 | 3 | 4 | 5 в поковку |
 |
||||
| 1 | 2 | 3 | 4 | |
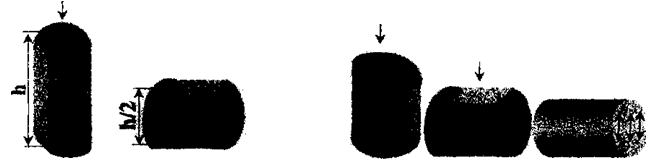 |
||||
| 5 | 6 | 7 | 8 | 9 в поковку |
Поковки на формообразующую оснастку весом более 54 кг куются протяжкой с одного нагрева, с уковом не менее 2,6 из исходного профиля размером не более 250x250 мм, с последующей разрубкой под молотом.
Термообработка поковок (отжиг, изотермический отжиг) производится в качест¬ве предварительной, с целью снижения твёрдости, подготовки структу¬ры металла для окончательной термообработки.